

Tin tức ngành


Tin tức ngành
máy nghiền rèn là gì?
2026-04-30
máy nghiền rèn là các thành phần kim loại chịu mài mòn, cường độ cao được sản xuất thông qua các quy trình rèn đặc biệt để sử dụng trong máy nghiền, đào và giảm kích thước trong khai thác mỏ, luyện kim và sản xuất tổng hợp. Chúng bao gồm các bộ phận kết cấu và chịu va đập của máy nghiền hàm, máy nghiền côn, máy nghiền va đập, máy nghiền búa và máy nghiền chuyển động - các bộ phận như trục lệch tâm, trục chính, tấm chuyển đổi, cánh tay pitman, hàm máy nghiền và vỏ ổ trục. Do các bộ phận này hoạt động dưới tải trọng tác động nặng liên tục, lực nén cực lớn và độ mài mòn cao nên quy trình rèn - điều chỉnh dòng hạt phù hợp với hình dạng bộ phận và loại bỏ độ xốp bên trong của vật đúc - là phương pháp sản xuất mang lại độ bền và độ tin cậy mà các ứng dụng này yêu cầu.
Các thành phần chính được sản xuất dưới dạng rèn máy nghiền
Một số bộ phận quan trọng trong thiết bị máy nghiền được sản xuất thường xuyên dưới dạng vật rèn để đạt được sự kết hợp cần thiết giữa độ bền, độ dẻo dai và khả năng chống mài mòn:
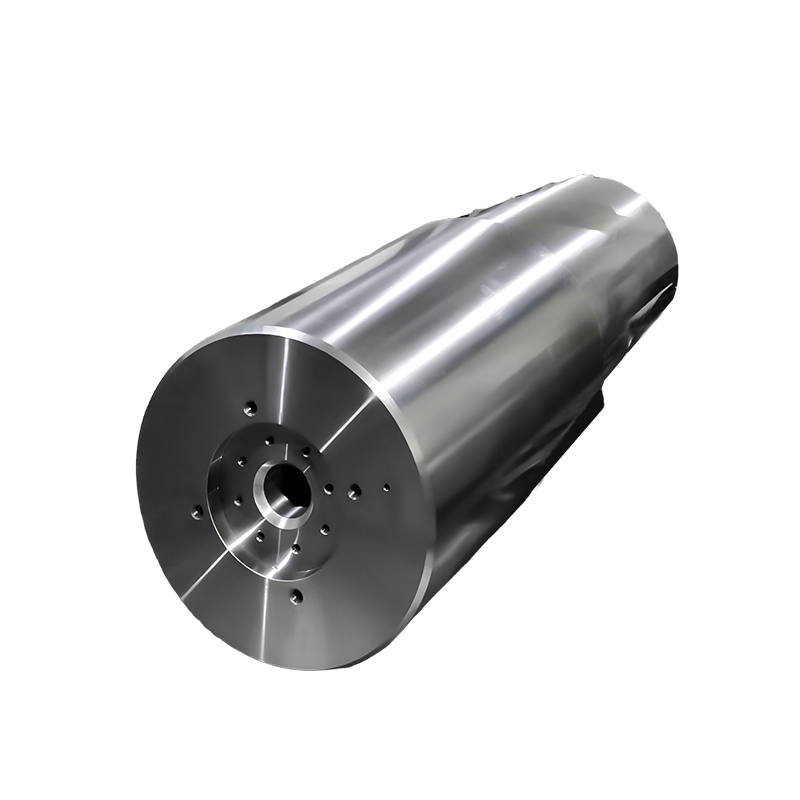
Trục lệch tâm và trục chính
Trục lệch tâm là trái tim của máy nghiền hàm hoặc máy nghiền hình nón - nó chuyển đổi chuyển động quay thành hành động nghiền tịnh tiến. Thành phần này trải nghiệm tải trọng uốn, xoắn và sốc kết hợp với mỗi chu kỳ nghiền, được lặp lại hàng triệu lần trong suốt vòng đời của máy. Trục lệch tâm bằng thép hợp kim rèn mang lại khả năng chống mỏi và độ bền va đập mà trục đúc không thể cung cấp một cách đáng tin cậy dưới các tải trọng tuần hoàn kéo dài này. Trục chính trong máy nghiền hình nón chịu toàn bộ lực nghiền truyền từ lớp phủ qua trục đến khung - yêu cầu rèn không có khuyết tật bên trong có thể gây ra các vết nứt mỏi khi thay đổi mặt cắt ngang ứng suất cao.
Cánh tay Pitman và Tấm chuyển đổi
Cánh tay pitman trong máy nghiền hàm truyền chuyển động của trục lệch tâm đến hàm chuyển động. Nó là một vật rèn lớn, có hình dạng phức tạp, phải chịu được tải trọng động vài trăm tấn trong máy nghiền sơ cấp cỡ lớn. Cánh tay pitman được rèn mạnh hơn đáng kể so với các chế tạo hàn có kích thước tương đương vì quá trình rèn giúp loại bỏ các vùng bị ảnh hưởng bởi nhiệt của mối hàn và đảm bảo dòng hạt liên tục xung quanh các điểm tập trung ứng suất như lỗ ổ trục và chuyển tiếp mặt cắt. Các tấm chuyển đổi đóng vai trò là bộ phận an toàn hy sinh - được thiết kế để nhường trước khung - và phải được rèn theo các thông số kỹ thuật cơ học chính xác để chúng bị gãy ở mức tải chính xác thay vì quá sớm hoặc quá muộn.
Vỏ ổ trục và các bộ phận khung
Vỏ ổ trục trong máy nghiền sơ cấp hỗ trợ trục lệch tâm chịu tải va đập liên tục. Vỏ được rèn mang lại độ ổn định kích thước vượt trội so với vật đúc - chúng duy trì hình dạng lỗ khoan của chúng dưới tải trọng duy trì một cách đáng tin cậy hơn, điều này rất quan trọng để duy trì sự phù hợp chính xác của ổ trục và ngăn ngừa hỏng ổ trục sớm do biến dạng lỗ trục.
Đĩa rôto và thanh thổi của máy nghiền búa
Trong máy nghiền búa và máy nghiền va đập, các đĩa rôto mang chốt búa và bản thân thân búa được sản xuất dưới dạng vật rèn trong đó yêu cầu khả năng chống va đập cao nhất. Quá trình rèn tạo ra cấu trúc hạt tinh tế giúp hấp thụ năng lượng va chạm mà không bị gãy giòn – rất quan trọng trong các ứng dụng mà mỗi cú đánh búa riêng lẻ có thể cung cấp năng lượng vài nghìn joules.
Tại sao vật rèn lại tốt hơn vật đúc trong ứng dụng máy nghiền
Sự lựa chọn giữa rèn và đúc cho các bộ phận máy nghiền được quyết định bởi các điều kiện tải cụ thể mà các bộ phận này phải tồn tại. Máy nghiền áp đặt các biên dạng tải làm bộc lộ những điểm yếu cơ bản của vật đúc:
| Tài sản | rèn | Đúc |
|---|---|---|
| Cấu trúc bên trong | Dòng hạt tinh chế, thẳng hàng | Sự đông đặc đuôi gai ngẫu nhiên |
| độ xốp | Tối thiểu (đóng bằng áp lực rèn) | Có thể co rút khoảng trống |
| Độ bền kéo | Cao hơn 15–30% so với đúc | Hạ xuống |
| Độ bền va đập | Cấp trên | Hạ xuống (porosity creates crack initiation sites) |
| Cuộc sống mệt mỏi | Dài hơn đáng kể | Bị giới hạn bởi những khiếm khuyết bên trong |
| Tính nhất quán về chiều | Cao (kích thước khuôn được kiểm soát) | Có thể thay đổi (co ngót hóa rắn) |
Vật liệu được sử dụng trong rèn máy nghiền
máy nghiền rèn là produced from wear-resistant alloy steels specifically selected to provide the correct balance of hardness, toughness, and thermal stability for each application:
- Thép hợp kim cacbon trung bình (ví dụ: 42CrMo4, 4140): vật liệu phù hợp cho trục máy nghiền, cánh tay pitman và tấm chuyển đổi - sau khi xử lý nhiệt và tôi, độ bền kéo của 900–1.100 MPa với giá trị tác động Charpy trên 60 J là có thể đạt được, mang lại sự kết hợp giữa sức mạnh và độ dẻo dai cần thiết cho tải trọng động
- Thép crom cacbon cao: đối với các ứng dụng mà độ cứng bề mặt và khả năng chống mài mòn là yêu cầu chính, thép crom cacbon cao được xử lý nhiệt đến 55–62 HRC mang lại khả năng chống mài mòn cần thiết ở các bề mặt tiếp xúc của trục ổ trục và bề mặt cam
- Thép hợp kim niken-crom-molypden: dành cho các bộ phận lớn nhất và chịu tải cao nhất trong máy nghiền sơ cấp — trục lệch tâm rất lớn và trục chính nơi độ dày mặt cắt giới hạn độ sâu thâm nhập xử lý nhiệt — cấp độ Ni-Cr-Mo cung cấp độ cứng trên các mặt cắt dày, đảm bảo tính chất cơ học nhất quán thông qua toàn bộ mặt cắt ngang của vật rèn
- Thép hợp kim chịu mài mòn có hàm lượng Mn-Si cao: dùng cho thân búa và thanh thổi của máy nghiền tác động yêu cầu cả độ cứng ban đầu và khả năng đông cứng khi va đập
Quy trình sản xuất: Từ phôi đến rèn thành phẩm
Việc sản xuất máy nghiền rèn tuân theo trình tự được kiểm soát nhằm tối ưu hóa cấu trúc hạt bên trong và các tính chất cơ học:
- Lựa chọn thép và chuẩn bị phôi: các loại thép hợp kim được chọn theo đặc điểm kỹ thuật của thành phần; đối với các vật rèn lớn quan trọng, các thỏi được nung lại bằng hồ quang chân không (VAR) hoặc nung lại bằng điện xỉ (ESR) giảm thiểu các tạp chất và sự phân tách phi kim loại có thể gây ra các vết nứt do mỏi
- Gia nhiệt phôi: Phôi thép được nung nóng đến phạm vi nhiệt độ rèn (thường là 1.100–1.250°C đối với thép hợp kim) trong lò nung có khí quyển được kiểm soát để ngăn chặn sự hình thành cặn quá mức và đảm bảo độ dẻo đồng đều trong toàn bộ mặt cắt
- Rèn nóng: phôi được tạo hình dưới máy ép thủy lực hoặc búa với mức giảm được kiểm soát ở từng giai đoạn - mỗi lần giảm sẽ tinh chỉnh kích thước hạt và điều chỉnh dòng hạt theo hình dạng bộ phận, đóng mọi độ xốp còn sót lại từ phôi ban đầu
- Kiểm soát làm mát và bình thường hóa: quá trình rèn được làm mát trong các điều kiện được kiểm soát để giảm bớt ứng suất rèn và thiết lập cấu trúc vi mô đồng nhất trước khi xử lý nhiệt cuối cùng
- Xử lý nhiệt và làm nguội: quá trình rèn được austenit hóa, làm nguội (trong dầu, nước hoặc chất làm nguội polyme tùy thuộc vào kích thước phần và hợp kim), sau đó được tôi luyện ở nhiệt độ cần thiết để đạt được sự cân bằng độ cứng và độ bền quy định - bước này rất quan trọng và được thực hiện dưới sự kiểm soát nhiệt độ thời gian chính xác
- Kiểm tra không phá hủy (NDT): kiểm tra siêu âm (UT) xác minh không có khuyết tật bên trong; kiểm tra hạt từ tính (MPI) xác nhận tính toàn vẹn bề mặt và gần bề mặt; kiểm tra độ cứng trên nhiều điểm xác minh tính đồng nhất xử lý nhiệt
- Gia công thô và hoàn thiện: Gia công CNC đến dung sai kích thước cuối cùng, với độ bóng bề mặt đạt được như quy định - ổ trục ổ trục thường yêu cầu Ra 0,8 µm hoặc cao hơn
Ưu điểm về hiệu suất trong dịch vụ máy nghiền
Những lợi thế cụ thể mà việc rèn máy nghiền mang lại trong dịch vụ trực tiếp làm giảm tổng chi phí sở hữu cho người vận hành thiết bị:
- Khoảng thời gian dịch vụ mở rộng: trục rèn và các bộ phận kết cấu trong máy nghiền sơ cấp thường xuyên đạt được tuổi thọ sử dụng 5 đến 15 năm trước khi thay thế - so với 1 đến 3 năm đối với các bộ phận đúc tương đương trong cùng một ứng dụng
- Giảm thời gian ngừng hoạt động ngoài kế hoạch: sự vắng mặt của các khiếm khuyết bên trong trong quá trình rèn chất lượng có nghĩa là hư hỏng diễn ra từ từ và có thể dự đoán được thay vì đột ngột - sự lan truyền vết nứt chậm hơn trong các cấu trúc vi mô tinh tế, giúp các chương trình bảo trì có thời gian để phát hiện tình trạng mỏi ngày càng tăng trước khi hư hỏng nghiêm trọng
- Độ ổn định hiệu suất ở nhiệt độ cao: vật rèn duy trì các tính chất cơ học của chúng ở nhiệt độ cao được tạo ra trong quá trình nghiền và luyện kim thông lượng cao - thành phần hợp kim và các thông số xử lý nhiệt được chọn đặc biệt để duy trì độ cứng và độ bền ở nhiệt độ vận hành làm mềm các vật liệu cấp thấp hơn
- Độ chính xác kích thước nhất quán: các bộ phận được rèn giữ hình dạng của chúng dưới tải trọng liên tục đáng tin cậy hơn so với vật đúc, duy trì độ hở và căn chỉnh ổ trục chính xác trong suốt thời gian sử dụng - duy trì hiệu suất tổng thể của máy và giảm độ mài mòn của bộ phận thứ cấp







Tin tức
Hãy nhắn tin cho chúng tôi ngay bây giờ!
-
Thiết bị đầu cuối di động
-
Liên kết nhanh
Sản phẩm Về chúng tôi Thiết bị & Năng lực chất lượng Tin tức Liên hệ với chúng tôi -
Danh mục sản phẩm
Rèn năng lượng điện Máy rèn tàu và cảng Khai thác mỏ và luyện kim Máy rèn thực phẩm và thức ăn chăn nuôi Công nghiệp hóa dầu rèn Chế tạo hàn PHỤ TÙNG HOÀN THÀNH TÙY CHỈNH -
Liên hệ với chúng tôi
Mob.: +86-173 7218 0878 Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: Số 21 Đường Jinfeng, Khu Phát triển Kinh tế, Quận Dafeng, Thành phố Diêm Thành, Giang Tô, Trung Quốc
Bản quyền © 2025 Yancheng ACE Machinery Co., Ltd. Đã đăng ký Bản quyền.
Nhà sản xuất rèn khuôn mở Trung Quốc
nhà cung cấp rèn chính xác tùy chỉnh
